










1 / 12
Obserwuj
- Oferta od firmy
- Stan używane
Dostawa
Chcesz kupić z dostawą? Z Clicktrans wyślesz w dowolne miejsce.
Wyceń transport
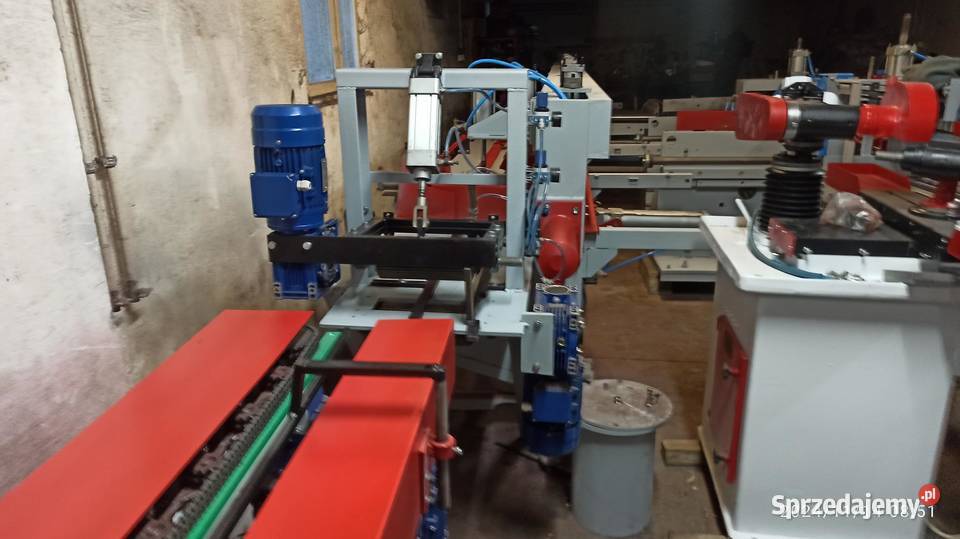
LINIA DO ŁĄCZENIA ELEMENTÓW DREWNIANYCH NA DŁUGOŚĆ PDFD
Kategoria: I - Linie technologiczne
Linia PDFD składa się z dwóch podstawowych składników : gniazda frezarko-czopiarek DFC 60 (gdzie obrabiane są czoła listew) oraz prasy do łączenia na długość PHSL , na której następuje połączenie elementów w listwę o długości do 6,6 mb z możliwością zaprogramowania do ośmiu międzycięć dzielących listwę na odcinki o długości zaprogramowanej przez obsługę. Pomiędzy tymi podstawowymi urządzeniami występują urządzenia transportujące pełniące jednocześnie funkcję wstępnego czopowania Przedstawiona konfiguracja linii, umożliwia uzyskanie wydajności ok. 8 000 mb/zmianę.
Mikroprocesorowy układ sterowania pozwala na elastyczne dostosowanie parametrów pracy do potrzeb użytkownika. Prezentowana maszyna ma możliwość obróbki elementów typu „calzing” jak i elementów do produkcji blatów ( łączonych „na kreskę”). Zastosowanie stołu odbiorczego z automatycznym podawaniem listew na przenośnik wprowadzający prasy PHSL umożliwia obsługę linii przez jednego, podającego elementy pracownika. Stolik odbiorczy wyposażony jest w przesłonę buforującą zwiększającą wydajność i płynność pracy. Linia pracuje w cyklu automatycznym z ręcznym podawaniem materiału. Elementy składowe linii mogą być złożone w różnych (uzgodnionych z odbiorcą) konfiguracjach umożliwiających dostosowanie maszyny do warunków lokalowych użytkownika.
Dane techniczno - eksploatacyjne
Szerokość pakietu wejściowego frezarko-czopiarki mm 650
Szerokość elementów klejonych mm 30 ÷ 155
Długość elementów klejonych mm 170 ÷ 900
Grubość elementów klejonych mm 20 ÷ 70
Ciśnienie robocze powietrza MPa 0,6
Zapotrzebowanie sprężonego powietrza m3/h ok 25
Wydajność robocza cykl./min. do 4 (listwa 6600)
Długość elementu sklejonego mm 4500 ÷ 6600
Napięcie robocze V AC 3/N/PE 400 V 50 Hz
Napięcie sterujące V DC 24
Zapotrzebowanie mocy kW max 100
Opis działaniaParametry techniczne frezarko - czopiarki DFC 60 DParametry techniczne prasy PHSL
Listwy drewniane podawane są przez operatora na wózek pierwszej frezarko-czopiarki. Podanie elementów inicjuje cykl pracy frezarek. Na pierwszej frezarce następuje wyrównanie czół pakietu a następnie frezowanie zarysu wczepu. Pakiet zostaje podany na stół drugiej frezarko-czopiarki gdzie odbywa się obróbka drugiej strony pakietu i aplikacja kleju.
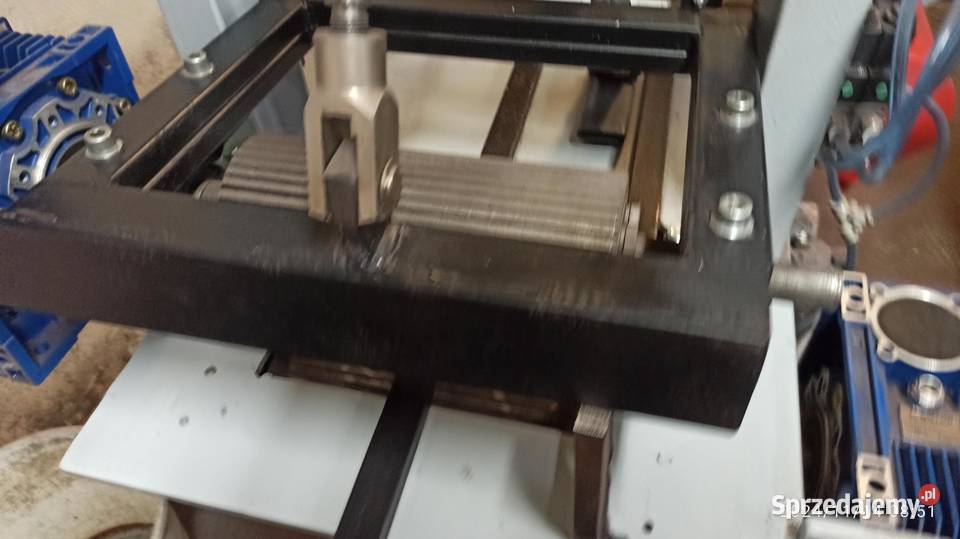
Elementy podawane z czopiarki DFC - 60 D poprzez transporter łańcuchowy, wprowadzane są do zespołu wstępnego czopowania, gdzie za pomocą kompletu wałów i dociskacza dokonuje się wstępny zacisk złącza klinowego krawędziaków przed wprowadzeniem do prasy.
Wstępnie zaczopowane krawędziaki, kierowane są na stół prasy na którym, po uzyskaniu wymaganej długości, następuje ich obcięcie. Następnie przy pomocy listwy spychającej i listwy dociskowej przemieszczane są w obszar łoża dociskowego, gdzie następuje proces prasowania. Sklejona i sprasowana, gotowa listwa spychana jest na stół odbiorczy prasy.
Po przemieszczeniu krawędziaków w obszar łoża dociskowego, równolegle z opisanymi wyżej czynnościami, odbywa się proces podawania elementów na stół prasy. Utrzymuje to ciągłą pracę prasy, a tym samym pozwala na zwiększenie wydajności klejenia.
możliwość wykonania międzycięć wstępnie zaczopowanej listwy,
ilość możliwych do zaprogramowania odcinków – 10,
dokładność pomiaru ok. 10mm na pojedynczym odcinku (zależna od ilości i długości czopowanych elementów)
Frezy robocze o średnicy od ?200 do?250 (opcjonalnie ?160 do?200) – nie wchodzą w zakres dostawy
Skontaktuj się
Lignum
Liczba odsłon: 158
Zgłoś nadużycie
250 000 zł
Informacje o firmie
Firma
Kłodawa
lubuskie
Zobacz na mapie »
Adres
Lignum
Gorzowska 8
66-415 Kłodawa
Zobacz na mapie
Gorzowska 8
66-415 Kłodawa
Zobacz na mapie
tel.: 602622599

